

RTO 蓄热式焚烧废气处理设备
一、有机废气来源及危害
有机废气广泛存在于石油炼制、化工合成、橡胶制造、涂装烘干等行业。这些废气中含有大量 VOCs(挥发性有机化合物),如烷烃、烯烃、芳烃、醛酮类等,具有较高的热值和毒性。若直接排放,不仅会造成严重的大气污染,形成光化学烟雾,影响空气质量,还会对人体神经系统、消化系统和呼吸系统造成损害,长期接触可能诱发癌症,同时部分 VOCs 具有易燃易爆特性,存在极大的安全隐患。
二、RTO 蓄热式焚烧处理工艺
RTO 蓄热式焚烧技术通过将有机废气加热到 800℃以上的高温,使废气中的有机污染物在高温环境下发生氧化分解反应,生成无害的二氧化碳和水。该技术核心在于采用蓄热体回收燃烧过程中释放的热量,用于预热待处理的废气,大幅降低能源消耗。具有热效率高、净化效率高、运行稳定等优点,适用于处理高浓度、大风量的有机废气。
三、RTO 蓄热式焚烧废气处理设备工艺说明
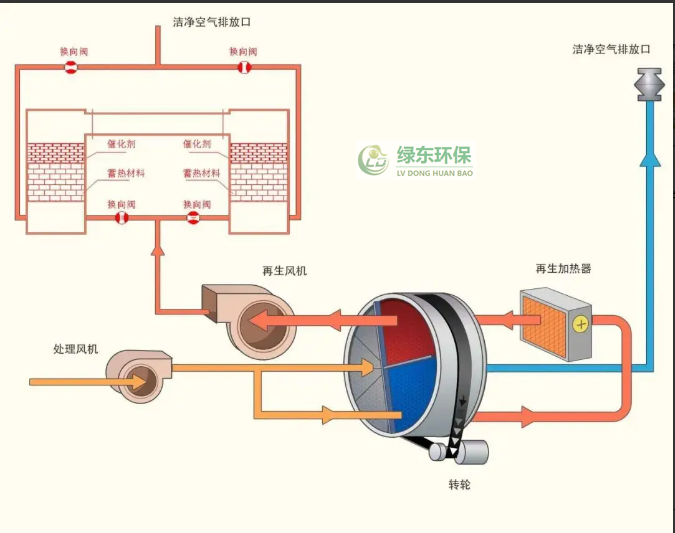
废气首先经过预处理装置,去除其中的粉尘、颗粒物和黏性物质,防止堵塞蓄热体和影响焚烧效果。预处理后的废气进入 RTO 焚烧炉的蓄热室,与蓄热体内的高温载体进行热量交换,废气温度快速升高至接近焚烧温度。随后,预热后的废气进入燃烧室,在辅助燃料(如天然气)的作用下,被加热到 800-1000℃,有机污染物在高温下完全氧化分解为二氧化碳和水。燃烧后的高温烟气进入另一个蓄热室,将热量传递给蓄热体,自身温度大幅降低,然后经过余热利用装置(如换热器)进一步回收热量,最后通过烟囱达标排放。RTO 设备通常采用双蓄热室或三蓄热室交替工作的方式,确保热量回收效率和设备连续稳定运行。
四、RTO 蓄热式焚烧废气处理设备优点
1、净化效率高:对有机废气的去除率可达 99% 以上,能满足最严格的环保排放标准,尤其适合环保要求高的地区和行业。
2、热效率高:采用蓄热体回收热量,热效率可达 90% 以上,大幅降低辅助燃料的消耗,运行成本相对较低,尤其在处理高浓度废气时,甚至可实现自供热运行。
3、运行稳定可靠:设备采用先进的自动控制系统,可实现全自动运行,操作简便,且具有完善的安全保护装置,如超温报警、防爆泄压、熄火保护等,确保设备安全稳定运行。
4、使用寿命长:设备主体采用耐高温、耐腐蚀的特种钢材制作,蓄热体采用高性能陶瓷材料,具有良好的耐高温和抗老化性能,设备整体使用寿命可达 15 年以上。
五、RTO 蓄热式焚烧废气处理设备应用案例
某大型石油化工企业在生产过程中,会产生大量高浓度的烃类有机废气,此前采用传统焚烧设备处理,不仅能耗高,且净化效果不稳定,难以满足环保部门的要求。该企业引进 RTO 蓄热式焚烧废气处理设备后,通过高效的热量回收,辅助燃料消耗量减少了 80% 以上,运行成本大幅降低。同时,废气处理效率稳定在 99.5% 以上,各项污染物排放指标均远低于国家标准,企业环保形象得到显著提升,还获得了当地环保部门的表彰。此外,设备运行至今未出现重大故障,稳定性和可靠性得到了企业的高度认可。



(RTO 蓄热式焚烧废气处理设备应用案例)
如果您需要为您的企业选择合适的 RTO 蓄热式焚烧废气处理设备,欢迎联系绿东环保 137-1272-5152,我们的工程师将为您提供专业的技术方案和设备选型建议。
