

喷漆废气处理|RCO 催化燃烧设备
喷漆废气是涂装行业的主要污染物,含有大量挥发性有机化合物(VOCs),如苯、甲苯、二甲苯、乙酸乙酯等,同时夹杂漆雾颗粒,具有刺激性气味、易燃易爆等特性。若直接排放,不仅会危害人体健康,还会造成大气污染。针对喷漆废气 “VOCs 浓度波动大、成分复杂、含漆雾” 的特点,采用 “预处理 + RCO 催化燃烧设备” 的组合工艺,可实现高效净化、能量回收及达标排放。
一、喷漆废气来源及特性
喷漆废气主要来源于以下场景:
喷漆工序:手动喷涂、自动喷涂过程中,喷枪雾化的底漆、色漆、清漆会释放大量 VOCs,同时产生漆雾(含颜料、树脂等颗粒),VOCs 浓度可达 500-3000mg/m³。
流平阶段:喷涂后的工件在流平区静置时,涂层表面未固化的油漆持续释放低浓度 VOCs,成分以酯类、酮类为主。
烘干过程:低温烘干(60-80℃)时,涂层内残留溶剂快速挥发,形成高浓度 VOCs 废气,苯系物占比提升。
喷漆废气的特性表现为:VOCs 成分复杂(含苯系物、酯类、醇类等)、湿度高(80%-90%)、含黏性漆雾;具有易燃易爆性(多数 VOCs 爆炸极限 1%-10%);异味强烈,嗅阈值低,易引发周边投诉。
二、喷漆废气处理工艺
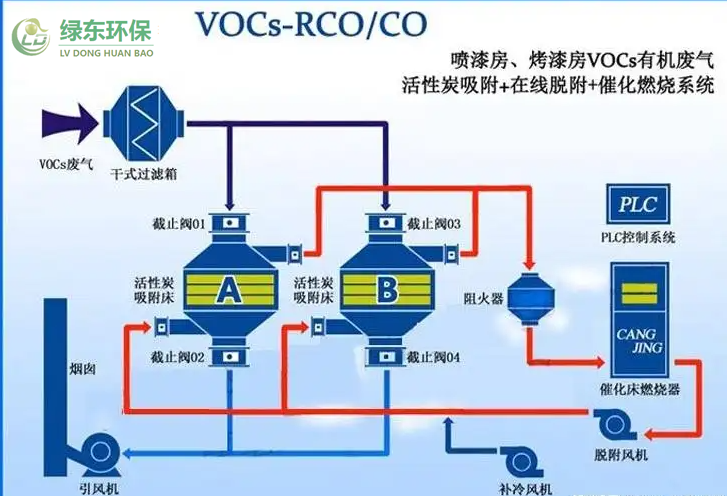
针对喷漆废气的特性,采用的治理工艺为:废气经集气系统收集后,先通过预处理去除漆雾和水汽,再进入 RCO 催化燃烧设备,在催化剂作用下将 VOCs 氧化分解为 CO₂和 H₂O,同时回收热能,净化后的气体经排气筒排放。
三、RCO 催化燃烧设备工艺说明
预处理系统:
漆雾去除:采用水帘柜或气旋塔对废气进行预处理,通过水膜拦截和旋流分离去除漆雾(去除率≥95%),避免漆雾堵塞后续设备。对于黏性较强的漆雾,可在水中添加漆雾凝聚剂,提升去除效果。
脱水除雾:经漆雾处理的废气进入折流板除雾器,去除 90% 以上的水汽(湿度降至 70% 以下),防止催化剂受潮失活。
过滤净化:通过活性炭过滤棉进一步去除细小颗粒(粒径≥1μm),确保进入 RCO 设备的废气洁净度符合要求。
RCO 催化燃烧设备:
预热阶段:当废气中 VOCs 浓度较低(<2000mg/m³)时,通过电加热器或燃气燃烧器将废气预热至 250-300℃(催化剂活性温度),预热过程的热量由后续氧化反应释放的热能通过换热器回收,降低能耗。
催化氧化:预热后的废气进入催化反应室,在贵金属催化剂(如铂、钯)或非贵金属催化剂(如锰氧化物)作用下,VOCs 发生氧化反应,生成 CO₂和 H₂O,净化效率≥98%。催化剂使用寿命 3-5 年,需定期检测活性。
热能回收:氧化反应释放的高温气体(400-500℃)通过换热器与低温废气进行热交换,热能回收率≥70%,可用于废气预热或车间供暖,实现能量循环利用。
排放系统:
净化后的气体经引风机加压,通过 15 米以上排气筒排放,排放口安装 VOCs 在线监测仪,确保 VOCs 浓度≤30mg/m³,符合《大气污染物综合排放标准》(GB 16297-1996)及地方涂装行业限值要求。
系统设置应急排放通道和阻火器、防爆阀等安全装置,当设备故障或 VOCs 浓度超标时,自动切换至应急模式,确保生产安全。
四、RCO 催化燃烧设备优势
1、净化效率高:对喷漆废气中 VOCs 的去除率≥98%,尤其对苯系物、酯类等难降解物质净化效果显著,处理后废气无明显异味。
2、能耗低:通过热能回收系统实现能量自给,当 VOCs 浓度≥2000mg/m³ 时,可停止辅助加热,仅依靠反应热维持设备运行,运行成本远低于直接燃烧法。
3、适应范围广:可处理浓度波动大(500-5000mg/m³)的喷漆废气,且能适应间歇式生产工况,通过 PLC 控制系统自动调节运行参数。
4、安全性高:配备多重安全防护装置(温度监控、防爆泄压、火焰监测等),采用负压运行设计,杜绝 VOCs 泄漏和燃爆风险。
5、无二次污染:VOCs 被彻底氧化为无害物质,不产生废水、废渣,仅排放 CO₂和 H₂O,符合绿色环保要求。
6、运维简便:设备自动化程度高,PLC 系统实时监控温度、浓度等参数,日常维护仅需定期更换过滤器、检测催化剂活性,操作简单。
五、喷漆废气处理工程案例



若您的喷漆车间存在废气治理需求,欢迎联系绿东环保137-1272-5152,根据喷漆工艺和废气特性定制 RCO 催化燃烧方案,实现高效净化与节能运行。
