

包装印刷厂废气处理方案
一、包装印刷厂废气的来源与特性
包装印刷厂的废气主要集中在印刷、复合、制袋 / 成型三大核心工序。印刷环节中,溶剂型油墨(如凹版印刷常用的苯系物、酯类油墨)在印刷机运转时,溶剂挥发产生大量 VOCs;复合工序里,干式复合工艺使用的聚氨酯黏合剂,会释放甲醇、丁酮等有机废气;制袋或成型阶段,高温热封过程会加速残留溶剂与胶黏剂成分的挥发,形成二次废气。
这类废气具有 “三高一波动”特点:一是湿度高(复合工序会引入少量水蒸气),二是成分杂(含苯系物、酯类、醇类等多类 VOCs),三是异味重(溶剂与黏合剂挥发物气味刺激性强),且废气浓度会随生产批次、印刷速度波动,给处理带来挑战。
二、启绿环保定制化处理工艺
针对包装印刷废气的特性,启绿环保采用 “预处理 + 活性炭吸附浓缩 + 催化燃烧” 组合工艺 ,兼顾低浓度大风量废气的高效处理与节能需求,同时解决湿度、粉尘对处理效果的干扰,确保排放达标。
三、包装印刷厂废气核心处理设备与技术详解
预处理系统
高效过滤装置:采用多层玻纤棉 + 活性炭初滤组合,先拦截印刷过程中产生的纸张粉尘、胶黏剂残渣(去除率≥95%),再初步吸附部分大分子 VOCs,避免堵塞后续吸附塔;
低温除湿模块:通过板式换热器将废气温度降至 25-30℃,冷凝分离废气中的水蒸气,使相对湿度从 80% 以上降至 50% 以下,提升活性炭吸附效率。
活性炭吸附浓缩设备

采用双塔交替吸附设计,塔体材质为 304 不锈钢(耐腐蚀、使用寿命长),内部填充高碘值煤质柱状活性炭(碘值≥900mg/g,比表面积 1200-1500㎡/g)。单塔吸附风量可达 10000-30000m³/h,配备气流均布板与导流装置,确保废气与活性炭充分接触,吸附效率稳定在 92% 以上。系统可自动切换吸附 / 脱附模式,实现 24 小时连续运行。
催化燃烧装置

核心为蜂窝状钯铂双金属催化剂,起燃温度低至 220℃(较传统催化剂低 80-100℃),有机废气在催化剂作用下可彻底氧化为 CO₂和 H₂O,净化率≥98%。设备内置高效换热器(热回收率≥85%),将燃烧产生的热量回收用于活性炭脱附,脱附阶段无需额外补充热源,大幅降低能耗。
智能控制系统
搭载 PLC 控制柜与在线 VOCs 监测仪,实时监测废气浓度、吸附塔温度、燃烧室温度等关键参数。当废气浓度超标时,自动启动补风调节;吸附塔饱和时,自动切换至脱附模式,全程无需人工干预,同时具备故障报警(如超温、风机故障)与应急处理功能,保障系统安全稳定。
四、包装印刷厂废气处理工艺流程说明
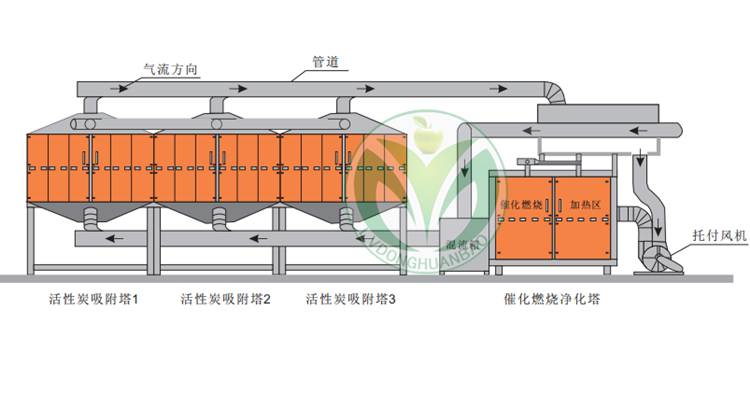
预处理阶段:包装印刷废气经集气罩(覆盖印刷机、复合机、制袋机等产污点)收集后,先进入高效过滤装置去除粉尘与杂质,再通过低温除湿模块降低湿度,为后续吸附做准备;
吸附浓缩阶段:预处理后的废气进入活性炭吸附塔,有机分子被活性炭孔隙吸附截留,净化后的废气(非甲烷总烃浓度≤30mg/m³)经 15 米高排气筒达标排放;
脱附燃烧阶段:当活性炭吸附饱和(通过进出口废气浓度差判断),系统自动切换至脱附模式,利用 80-120℃的热空气(来自催化燃烧余热)将活性炭中的有机污染物解吸,形成浓度提升 10-20 倍的高浓度废气(2000-4000mg/m³);
深度净化阶段:高浓度废气进入催化燃烧装置,在 220-350℃、催化剂作用下完成氧化反应,生成无害的 CO₂和 H₂O,部分高温尾气经换热器回收热量,用于下一轮脱附,实现能量循环。
五、包装印刷厂废气处理优势
达标率高:处理后非甲烷总烃排放浓度稳定在 20mg/m³ 以下,远低于《印刷工业大气污染物排放标准》(GB 41616-2022)中 30mg/m³ 的限值,且异味去除率≥90%;
节能降耗:催化燃烧余热回收率高,脱附阶段能耗仅为传统电加热脱附的 1/5,运行成本较单纯活性炭更换模式降低 60% 以上;
适应性强:可应对废气浓度 50-2000mg/m³、风量 5000-50000m³/h 的波动,适合不同规模的包装印刷分厂;
运维简便:自动化程度高,日常维护仅需定期检查吸附剂损耗、补充吸收液,运维人员培训 1-2 天即可上手;
环保无二次污染:活性炭可重复再生(再生次数≥5 次),减少固废产生;催化燃烧产物无有害成分,无二次污染风险。
六、包装印刷分厂废气处理工程案例

若您的包装印刷分厂存在废气浓度波动大、异味难消除、排放不达标等问题,启绿环保可提供上门勘察、定制方案服务,欢迎随时咨询:137-1272-5152,我们将为您解决废气处理难题,助力企业绿色生产。
