

化工行业有机废气处理设备
在化工行业生产过程中,合成反应、溶剂回收、物料储存及产品精制等环节会释放大量有机废气。这些废气成分复杂多样,包含苯类、酮类、酯类、烃类等挥发性有机化合物(VOCs),不仅具有刺激性气味,部分物质还具有强毒性和致癌性,即便在低浓度下长期排放,也会严重危害生态环境与人体健康,同时不符合国家环保排放要求,给企业生产经营带来合规风险。“RTO 蓄热式焚烧” 工艺凭借其高效节能、净化率高、适应范围广的核心优势,成为化工行业有机废气治理的优选方案。
一、化工行业有机废气的来源及危害
化工行业有机废气的产生与原料特性、生产工艺及操作条件密切相关,其危害覆盖人体健康、生态环境及企业发展多个维度。
在石油化工、精细化工、医药化工、涂料化工等领域,原料合成过程中的不完全反应、溶剂在萃取、洗涤环节的挥发、成品在储存罐区的呼吸损耗以及生产设备的跑冒滴漏,都会持续释放苯、甲苯、二甲苯、乙酸乙酯、甲醇等有机废气。
从人体健康角度看,短期接触高浓度有机废气会引发头晕、头痛、呼吸道刺激等症状,长期暴露则可能导致神经系统损伤、肝肾功能异常,甚至诱发白血病、肺癌等恶性疾病。对生态环境而言,有机废气是形成臭氧污染和 PM2.5 的重要前体物,会破坏大气臭氧层,影响植物光合作用,导致土壤和水体污染。对企业来说,有机废气排放超标不仅会面临环保部门的高额罚款、限产停产处罚,还会损害企业绿色生产形象,影响市场竞争力。
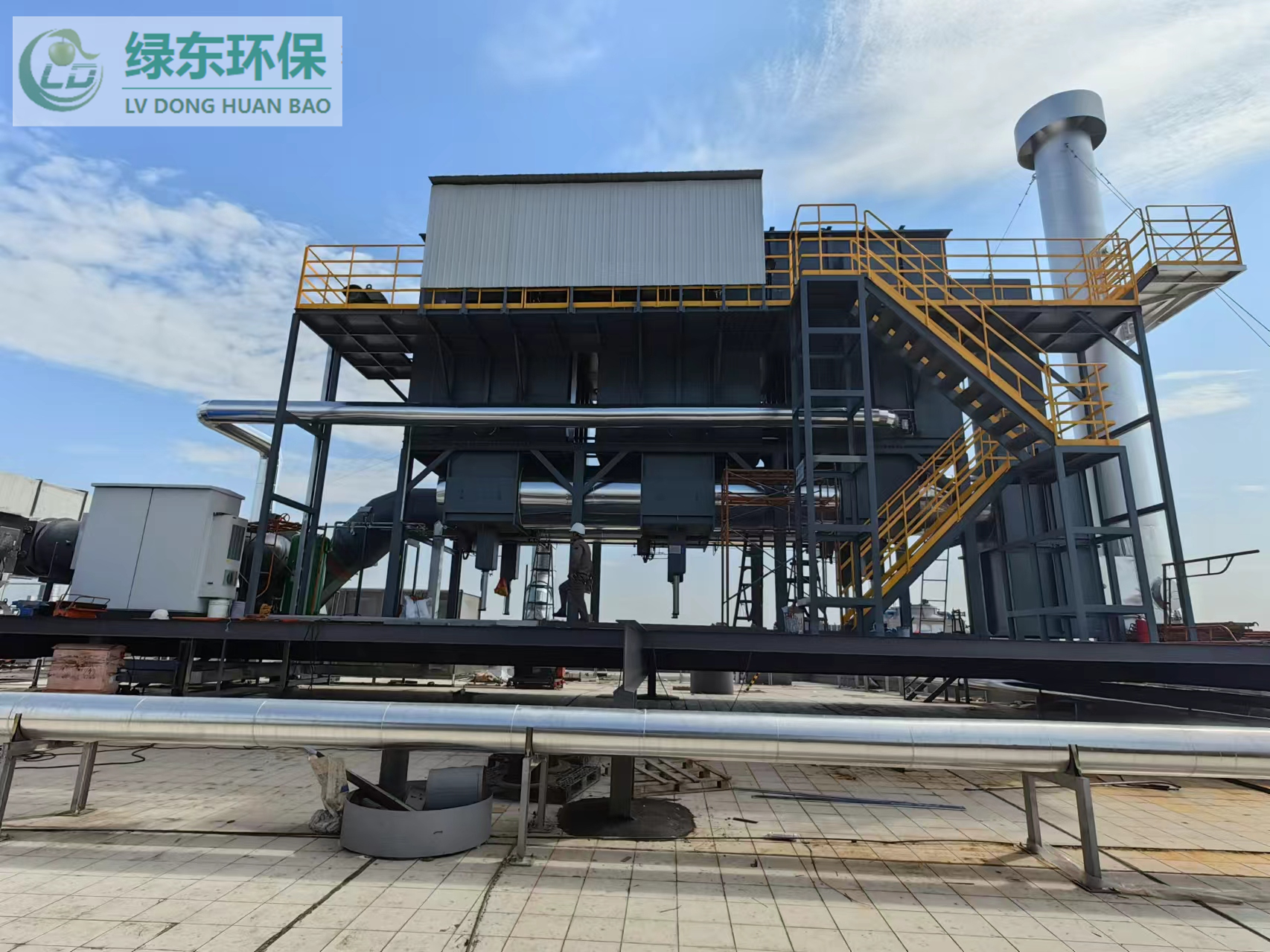
二、化工行业有机废气处理设备
针对化工行业有机废气浓度波动大、成分复杂、含有少量腐蚀性物质的特点,启绿环保采用 RTO 蓄热式焚烧设备,配套废气预处理系统(喷淋塔、干式过滤器)和热能回收系统,构建一套高效、稳定、节能的有机废气净化体系。该设备核心由蓄热室、燃烧室、切换阀等部件组成,通过蓄热材料实现热量的循环利用,大幅降低运行能耗。
三、化工行业有机废气处理工艺流程

(化工行业 RTO 蓄热式焚烧工艺流程图)
RTO 蓄热式焚烧处理有机废气的过程,主要分为预处理、蓄热焚烧、热能回收三个阶段,实现有机废气的彻底净化与能源的高效利用。
废气预处理阶段:收集后的有机废气首先进入喷淋塔,去除废气中的粉尘、水雾及部分可溶性腐蚀性物质;随后经过干式过滤器,进一步过滤细微颗粒和黏性物质,避免堵塞蓄热体,保障后续设备稳定运行。
蓄热焚烧阶段:预处理后的有机废气通过切换阀进入蓄热室,被蓄热体加热至 750-850℃后进入燃烧室。在燃烧室中,有机废气与辅助燃料充分混合并焚烧,VOCs 被彻底氧化分解为 CO₂和 H₂O,净化效率可达 99% 以上。
热能回收阶段:焚烧产生的高温烟气进入另一个蓄热室,将热量传递给蓄热体后,温度大幅降低,再经烟囱达标排放。蓄热体吸收的热量用于预热后续进入的有机废气,使系统热效率可达 90% 以上,显著降低燃料消耗。
四、化工行业有机废气处理优点
启绿环保的 RTO 蓄热式焚烧方案,相比传统处理工艺具有显著优势:
高效净化:对各类有机废气的去除率稳定在 99% 以上,能满足国家最严格的环保排放标准,彻底解决企业达标排放难题。
节能降耗:采用高效蓄热材料回收焚烧热量,热利用率高,正常运行时仅需少量辅助燃料,相比直燃式焚烧炉可节省 70% 以上的能源消耗。
适应范围广:可处理浓度范围为 200-10000mg/m³ 的有机废气,且对苯类、酮类、酯类等多种复杂成分废气均有良好净化效果,不受废气成分波动影响。
安全稳定:配备完善的温度、压力、火焰监测系统及自动报警、紧急切断装置,可有效防止回火、爆炸等安全风险,设备连续运行可靠性高。
运维简便:设备自动化程度高,可实现无人值守运行;蓄热体使用寿命长,维护周期长,运维成本低。
五、化工行业有机废气处理工程案例

如果您的化工企业正面临有机废气排放超标、环保投诉等问题,欢迎咨询绿东环保。我们将根据您的生产工艺、废气特性定制专属解决方案,助力企业实现绿色合规生产。联系电话:137-1272-5152。
