

制药厂废气处理( RTO 蓄热式焚烧炉)
一、制药厂废气来源及危害
制药厂废气主要来源于化学合成反应釜中未完全反应的原料及副产物(如苯、甲苯、氯仿);提取工序中有机溶剂(如乙醇、乙酸乙酯)的挥发;发酵过程中微生物代谢产生的有机废气;精制纯化环节中蒸馏、结晶产生的有机蒸汽;以及设备清洗、溶剂回收过程中泄漏的有机废气。
这些废气中的有机化合物具有强毒性,长期接触会导致操作人员出现肝损伤、神经损伤,甚至引发癌症;部分卤代烃废气会破坏臭氧层,影响大气环境;高浓度有机废气与空气混合达到爆炸极限,遇明火易引发爆炸事故,威胁生产安全;废气排放不达标会导致企业被列入环保重点监控名单,面临停产整改、高额罚款等处罚,影响企业正常生产经营。
二、制药厂废气处理工艺
针对制药厂废气 “浓度高、有毒、热值高” 的特点,绿东环保采用的治理工艺为:废气经收集后先通过预处理系统去除粉尘、水雾和腐蚀性成分,再进入 RTO 蓄热式焚烧炉,在 800-850℃高温下将有机废气彻底分解为二氧化碳和水,最后通过余热回收装置回收焚烧产生的热量,用于车间供暖或生产加热,实现废气净化与能源循环利用。
三、制药厂废气处理(RTO 蓄热式焚烧 + 余热回收)工艺说明

(制药厂废气处理(RTO 蓄热式焚烧 + 余热回收)工艺流程图)
在合成反应釜、提取罐、蒸馏塔、溶剂储罐等废气产生点设置密闭集气罩,通过防爆防腐风管将废气输送至处理系统。
废气首先进入预处理单元,通过除尘过滤器去除粉尘杂质,再进入酸洗 / 碱洗塔去除废气中的腐蚀性成分(如氯化氢、硫酸雾),避免损伤 RTO 焚烧炉内蓄热体;
预处理后的废气进入 RTO 蓄热式焚烧炉,炉体分为三个蓄热室,通过切换阀门实现蓄热、焚烧、吹扫的循环操作:
第一阶段,废气进入蓄热室 ,被蓄热体加热至 700℃以上,随后进入燃烧室,在辅助燃料(如天然气)作用下升温至 800-850℃,有机废气彻底分解为二氧化碳和水;
第二阶段,高温净化气进入蓄热室 ,将热量传递给蓄热体后,经烟囱排放;
第三阶段,通过吹扫风机对蓄热室进行吹扫,避免交叉污染;
焚烧产生的高温烟气通过余热回收装置(如余热锅炉、换热器)将热量转化为热水或蒸汽,用于车间供暖、反应釜加热或其他生产环节;
净化后的气体经 15 米以上排气筒达标排放,RTO 炉定期检查蓄热体状态,确保换热效率。
四、制药厂废气处理设备优点
1、净化效率极高:RTO 蓄热式焚烧对有机废气的去除率达 99% 以上,彻底分解有毒有害成分,符合《制药工业大气污染物排放标准》(GB 37823-2019)要求
2、能源回收充分:余热回收效率达 85% 以上,回收的热量可替代部分生产用能,降低企业能源成本,实现环保与经济效益双赢
3、安全性能优异:系统配备防爆阀门、火焰探测器、超温报警、紧急泄压等安全装置,符合制药厂易燃易爆环境安全要求
4、适应范围广:可处理苯类、醇类、酯类、卤代烃等多种有机废气,对废气浓度波动具有良好适应性,处理量可根据生产需求调整
5、运行稳定可靠:采用 PLC 自动控制系统,实现阀门切换、温度控制、余热回收的全程自动化操作,减少人工干预,确保系统稳定运行
6、使用寿命长:RTO 炉体采用耐高温耐火材料,蓄热体采用陶瓷蜂窝结构,耐腐蚀、耐高温,设备使用寿命可达 15 年以上
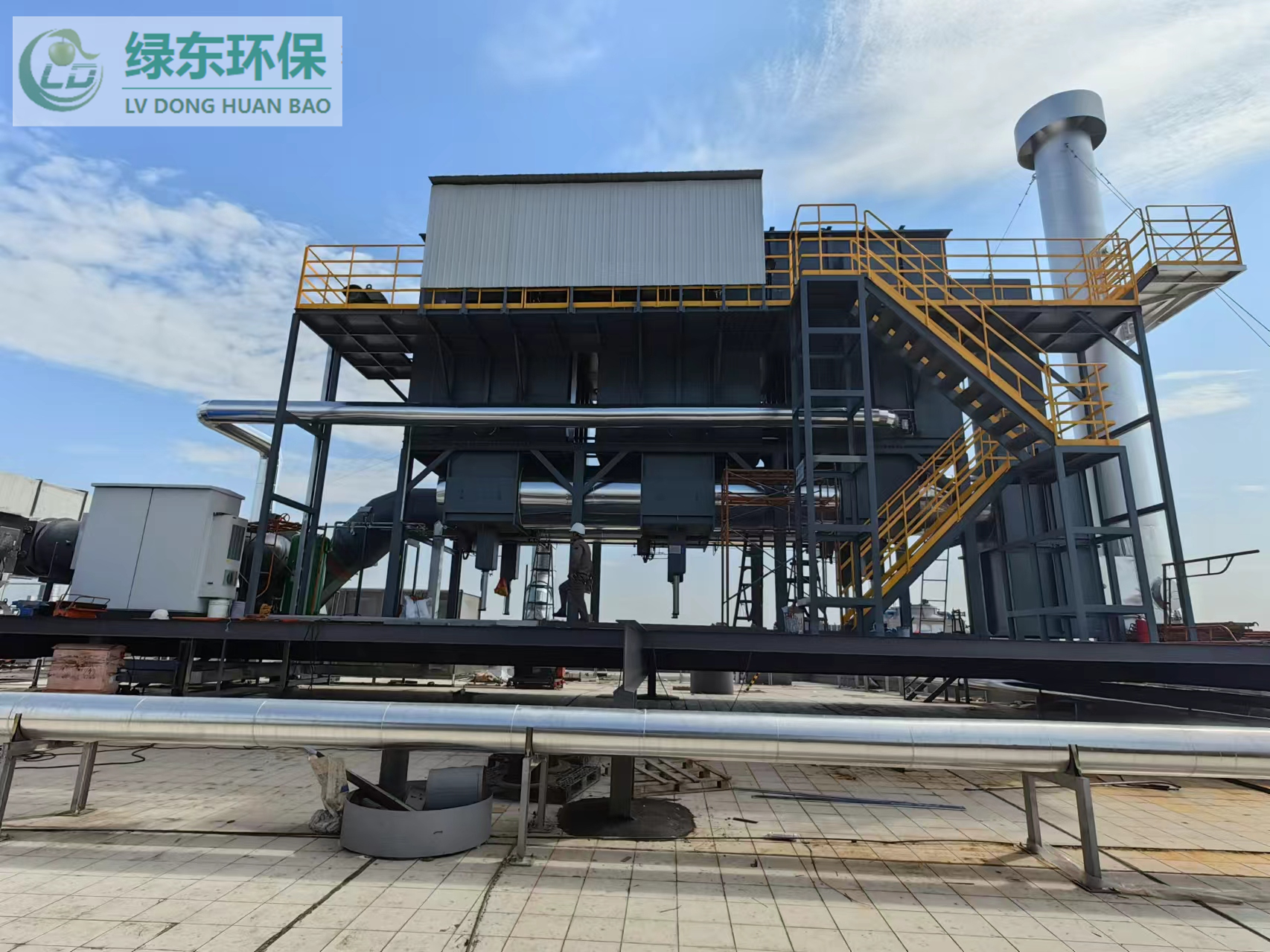

(制药厂废气处理案例)
如果您的制药厂需要有机废气处理方案,或想了解 RTO 蓄热式焚烧炉的处理量、余热回收效率等详细信息,欢迎联系绿东环保 137-1272-5152 咨询,我们将提供定制化解决方案。
